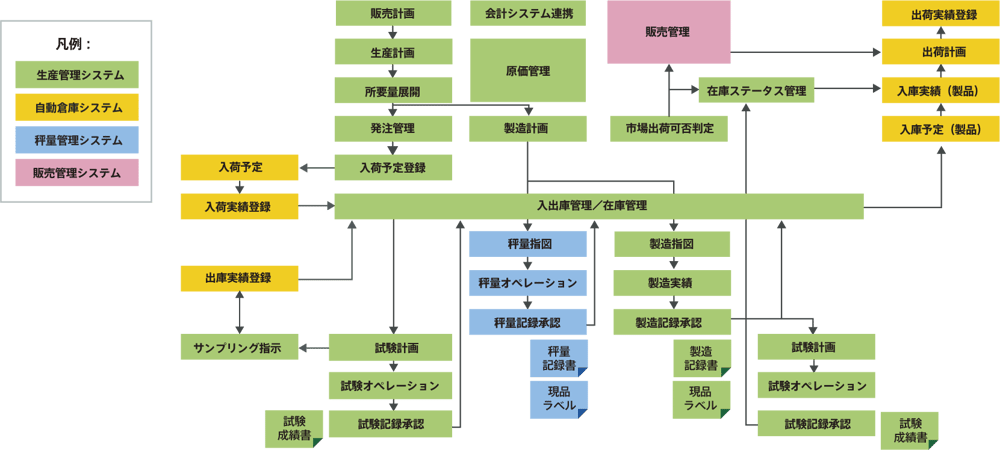
独自のノウハウに基づき、独創的な製品開発、徹底した品質管理、安定的な製品供給により、21世紀のヘルスケア産業への貢献を目指す明治薬品株式会社(以下、明治薬品)。サーバーの更改時期にあわせ、ビジネスエンジニアリング(B-EN-G)の製造業向けパッケージ「mcframe」を採用し、生産管理システム、秤量管理システムおよび原価管理システムを刷新。事業の柱の1つである医薬品受託製造分野の強化と、ノンカスタマイズでGMP省令改正に対応できる業務基盤を実現した。
各部門からの業務改善要望のうちITで解決すべき約80項目の要件を洗い出した明治薬品。カスタマイズを極力避け、標準機能の多くで既存の業務に対応できるmcframeを選定。医薬品製造分野における実績やGMPの十分な知見を持った担当者によるサポートもスムーズな導入につながった。

1948年の創業以来、「よりよい医薬品を通じて広く社会に奉仕する」という企業理念に基づき事業を展開する明治薬品は、全国の薬局・薬店に自社製品を直接販売するメーカー業務と世界的な販売ルートを持つ大手製薬メーカーの製品を受託製造するCMO(Contract Manufacturing Organization)の2つを事業の柱としている。
2005年には、最新の設備を完備したGMP(適正製造基準:Good Manufacturing Practice)対応工場を建設し、また近年はCMOに製剤開発を意味する「Development」を加えた「CDMO」として受託の幅を拡大するなど、安全な製品を製造し続けるための取り組みを推進している。
同社の最大の強みは、固形剤やコーティング錠、糖衣錠、カプセル剤、顆粒剤、散剤、外用液剤、軟膏剤、内服液剤、シロップ剤といった多種多様な製剤が可能であることと、医薬品製造の受託だけでなく、製剤開発も含めて受託するCDMOとして幅を広げていることである。生産部 富山工場長 兼 富山南工場長の濱本章浩氏は、「医薬品製造は、薬機法やGMP、ガイドラインといった規制に左右される分野です。2019年もGMP省令の改正が予定されており、今後さらに高い品質が求められています」と語る。
衛生面、安全面、品質保証面の向上において、やるべきことや求められる要件が増えている一方で、少子高齢化の影響もあり、人員を増やすことは困難。働き方改革を含めた業務改善が急務になる。その一環として、2003年より導入していた以前のシステムをmcframe 生産管理・原価管理に刷新することとなった。

明治薬品では、まずは各部門から業務改善の要望を収集。そのうちITで解決すべき約80項目をもとにITベンダー4社にRFP(提案依頼書)を依頼した。濱本氏は、「システムの刷新では、これまで手作業だった生産業務を自動化するとともに、ムダな工数やコストを削減することが最大の目的でした。また、原価管理を強化することも大きな目的の1つです」と話す。
生産管理システム刷新の目的について、生産部 生産企画課 課長の岡本崇経氏は、次のように説明する。「MRP(資材所要量計画)を最大限活用することで、キャッシュフローを向上させることが目的の1つ。そのために、受注後速やかに不足原材料を把握し、発注までのリードタイムを短縮できる仕組みを実現することが必要でした」原価管理については、以前から旧バージョンのmcframeによるシステムが存在したものの、その活用範囲は限定的であり、例えば在庫評価単価のために標準原価を算出するという使い方にとどまっていた。
そこで、標準原価と実際原価の差異分析ができる仕組みの実現を含め、プロジェクトとして1からやり直すこととなった。この狙いについて濱本氏は次のように説明する。「一般的に医薬品業界は、ほかの製造業に比べて利益率は高いのですが、CMOに関しては、利益を出しにくい分野です。それでも事業の柱の1つとしてCMOの強化が必要であり、利益率をいかに向上させていくかが重要でした。そこで、標準原価と実際原価を算出して、その差異分析をして、改善活動につなげることが不可欠でした」
その後、4社からの提案を総合的に検討した結果、mcframe 生産管理・原価管理を中核にシステムを刷新する横河ソリューションサービスの提案を採用した。濱本氏は、「医薬品製造分野における実績はもちろん、GMPの十分な知見を持った担当者をアサインしてもらえたことが選定の理由です」と話す。mcframeを評価したポイントについては、業務との適合率が非常に高かったことだ。濱本氏は、「今回、基本的にはカスタマイズを行わず、標準機能でシステムを刷新するということが要件の1つでした。mcframeは、やりたいことがほぼパッケージの標準機能でできることが最大の決め手でした」と話している。

mcframeの導入にあたっては、関連するすべての部門から担当者をアサインしてプロジェクトチームを編成した。「2003年のmcframe導入では、トップダウンでプロジェクトメンバーを選んだために、関連部門の所属長の協力が得られにくくなったという反省がありました。それを踏まえ、今回は関連部門の所属長を通してプロジェクトメンバーを選出することで、各所属長からの協力を得ることができました」と濱本氏は説明する。
また、カットオーバー前には会議室の1つを約3カ月間、専用のプロジェクトルームとして利用できたことや、早い時期からmcframeを操作できる環境を用意し、実際に操作しながら機能を確認できたこともスムーズな導入を実現できた要因の1つだ。そのほか、横河ソリューションサービスの担当者が、各現場の責任者が納得するまで、mcframeの機能を説明したこともプロジェクトの成功に効果が大きかったという。生産部 富山工場1課 兼 富山南工場3課 課長の押田拓三氏も、「横河ソリューションサービスには、チームとして、同じ時間を共有し、ざっくばらんに話をさせていただけました。特に、mcframeの基本的な操作方法だけでなく、便利な機能も資料にまとめてもらい助かりました」と話す。
導入にあたっては、mcframeの機能にフィットしない業務はあったものの、カスタマイズを行うのでなく、システムに合わせて業務の変更を行うことで対処した。これにより不要なカスタマイズが減り、開発コストを低減できた。濱本氏は、「前回のシステム導入では、かなりのカスタマイズを加えたため、委託先からの要望やGMP省令改正のたびにカスタマイズが必要でした。その反省も踏まえ、今回は標準機能を使う方針として、CSV工数削減とGMP省令改正にもノンカスタマイズで対応できるようにしました」と話している。
2016年2月にmcframeを本番稼働して3年以上が経過した現在、生産管理の効果として、MRP(資材所要量計画)の精度が向上している。岡本氏は、「以前は、マスター管理がうまくいかず、不要な購買オーダーが生成されてしまうので、購買部門はシステムを信用できずに、Excelを使って独自にオーダーを管理していました。手作業で計算して発注をするために、工数やコスト、リードタイムがかかるほか、ミスが発生するリスクもありました。mcframeのMRPを活用することで、これらの作業負荷は大幅に削減されています」と話す。
また、以前は発注のすべてが購買部門の担当だったが、mcframeの導入後は、倉庫部門も発注をサポートするように業務を変更している。理由は、倉庫のキャパシティの問題があり、1度に大量の原材料を発注してしまうと、すべてを倉庫で管理できないためだ。そこで、倉庫のキャパシティにあわせて、倉庫部門が原材料の納品を複数回に分けて購買部門に依頼するように業務を変更した。このような細かな調整もシステム上で行うことで、作業負荷も軽減している。
「当初こそは、MRPによる発注に慣れていなかったため、独自に計算して発注する購買担当者が多くいました。しかし、現在では、mcframeの操作にも慣れ、MRPからの発注が96.1%にまで拡大しています」と岡本氏は説明する。
GMP対応では、医薬品の製造記録が承認され、試験に合格したら、製造書の出荷判定と市場出荷判定があり、ようやく出荷できるというプロセスがある。以前は、Wordで書類を作成していたため、ロットや数値を間違える可能性があった。この書類作成も、すべてシステムで自動化ができたので、作業負荷が大幅に低減した。
また秤量管理システムは、mcframeが持っている試験データを連携することで、以前は手計算していた補正計算を自動化した。これまでは、紙ベースの製造指図記録書で、原料のロットを調べ、試験値を調べ、計算して、承認し、その後現場で量るという作業を行っていた。これが自動化されたことで責任者の負担が大幅に軽減されている。紙ベースではデータが古いこともあるため、リアルタイムにシステム上のデータを使って計算することで人的ミスが起こる可能性もなくなった。
押田氏は、「秤量の順番は、製造指図記録書の指示に従い、作業者が秤量管理システム上で選択していました。現在は、どの順番で原料を量るかを、レシピとして秤量システムが指示してくれるので、作業者は迷うことなく作業が可能になっています。委受託の監査でも秤量の順番を管理しているかについて確認されることがありますが、秤量管理システムのレシピで定められていることから、十分な管理ができています。それへの対応にもパッケージの機能による自動化・標準化が役立っています」と話す。
そのほかの業務効率化としては、新たにスマートデバイス(タブレット)を倉庫の払出業務に活用するようになった点も大きい。岡本氏は、「広い倉庫で在庫数を確認する場合、これまではデスクに戻って、どこにいくつあるかを確認しなければなりませんでした。タブレットを利用することで、すべての倉庫の在庫を確認できるので、非常に効率的に払出作業ができるようになりました。もし何か異常があれば、その場で写真を撮って速やかに責任者へ報告することもできます」と話す。
そのほか、以前は使用期限を手作業で計算していたが、mcframeのマスターに起算工程を設定しておけば、起算工程の実績日から使用期限を自動計算することができる。岡本氏は、「使用期限の計算ミスがなくなり、指図作成者の精神的負担が大幅に低減しました。また、mcframeのラウティング(工程進捗管理)により、工程1つひとつに対する指図が不要になり、指図の回数を削減できました。これにより指図作成者の業務負荷、それを承認する各工程の責任者の承認業務の負担を軽減しています」と話している。
また原価管理の導入効果も現れている。「標準原価を計算しただけではコスト改善につながりませんので、現在、実際原価を回し、締日後に開催している部内会議で標準原価と実際原価の差異を比べ、差異が一定金額以上のものに関して原因を追究し、改善活動につなげる取り組みを推進しています」と濱本氏は説明する。改善活動に関しては、「ひとづくり」と「ものづくり」という2つの観点で活動を推進。今回原価管理システムを刷新してから期初に予算原価を算出する取り組みも始め、今期は各課の予算経費1%を年間の削減目標として改善活動に取り組んでいる。押田氏は、「改善活動は、ボトムアップで主体的に問題を提起できるように、さまざまな取り組みを推進しています」と言う。
また、明治薬品では受託業務を行うこともあり、急に受注が増えたり、減ったりというように生産量の変動要因が大きい。岡本氏は、「以前は、半年後にどれだけの人員が必要なのかを算出することが困難でした。算出した予算原価を活用することで、半年後や1年後の適正な人員を導き出すことができるようになりました」と話す。
今後の取り組みについて濱本氏は、「予算原価の1%の削減目標は、現在は生産部門だけの取り組みですが、今後は会社全体にも拡大していきたいと思っています。また、以前は全社レベルでの原価計算のみでしたが、mcframeを刷新し、各種マスターを設定することで、部門ごとの原価、さらに製品レベルの原価まで把握できるようになりました。今後は、原価を予算作成などにもつなげること、管理会計への展開、販管費もシステムに取り込み会社全体の原価管理への展開を検討しています」と話している。

創業以来、「よりよい医薬品を通じて広く社会に奉仕する」という企業理念に基づき、一般医薬品、医薬部外品、健康食品など、幅広い製品を提供。1976年に富山県内初となるGMP対応工場建設以降、1994年、2005年の工場建設を経て企業規模を拡大。21世紀に入り、CMO企業からCDMO企業への展開を進め、ますます進む少子高齢化社会に対し、医薬品業界に求められる限りない可能性を追求し、広く社会に貢献することを目指している。
| 商号 | 明治薬品株式会社 |
|---|---|
| 設立 | 1948年4月 |
| 従業員数 | 294名(2019年1月1日現在) |
| 資本金 | 9,800万円 |
| 事業内容 | 医薬品、医薬部外品、動物用医薬品、食品製造及びその販売。 |
※本事例は2019年9月現在の内容です。
※本事例中に記載の肩書きや数値、固有名詞等は掲載当時のものであり、変更されている可能性があります。
※掲載企業様への直接のご連絡はご容赦ください。